Abstract
This paper will explain the basics of ultraviolet (UV) curing, including peak irradiance (Watts/cm²), energy density (Joules/cm²), spectral wavelength (nm) and total power (Watts), as well as the fundamental differences between electrode, microwave and UV LED curing systems. It will further highlight the benefits of using UV LED technology, the trends driving its adoption into an increasing range of production technologies and, more importantly, its growing viability in automotive and transportation applications.
Introduction
The automotive and transportation industry face several design, engineering and manufacturing challenges over the coming years. Many of these involve preparing for the Corporate Average Fuel Economy (CAFE) standards requiring manufacturers to achieve a production-weighted 54.5 miles per gallon by 2025. Others have to do with better global stewardship, driving further reductions in waste and energy consumption at assembly and supplier plants. Finally, a constantly changing worker demographic and high-tech skills shortage likely will mean even more automation and process control throughout global production facilities. For each of these challenges, many new manufacturing processes likely will need to be developed.
“In an effort to introduce the automotive and transportation industry to the merits of UV LED curing, this paper will begin by explaining the basics of curing from an equipment perspective.”
JENNIFER HEATHCOTE, REGIONAL SALES MANAGER, PHOSEON TECHNOLOGY
While conventional UV curing through the use of microwave and arc lamps has been used in automotive and transportation production processes for decades, UV LED curing is relatively new and has not gained much traction. In other markets, however, UV LED technology is much more mainstream, as significant equipment and formulation advances enable the technology to quickly penetrate a growing range of applications. This is primarily driven by the fact that UV LED technology offers numerous performance, operating and environmental benefits and is considered an enabling technology that lends its use to curing inks, adhesives and coatings on a greater range of heat-sensitive materials while delivering overall process and quality control. As a result, the transformational nature of UV LED curing is something that should be explored and evaluated for its production use viability as automotive and transportation companies strive to meet various manufacturing challenges over the coming decade.
In an effort to introduce the automotive and transportation industry to the merits of UV LED curing, this paper will begin by explaining the basics of curing from an equipment perspective.
Industrial Sources of UV Curing
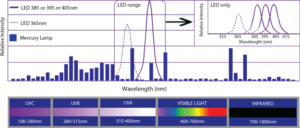
Industrial sources of UV energy have long included medium-pressure mercury arc and microwave-powered lamps and, more recently, light emitting diodes (LEDs). All three technologies are used to cross-link inks, coatings and adhesives in a wide range of manufacturing processes. Both arc and microwave curing technologies rely on the vaporization of mercury within a sealed quartz tube containing an inert gas mixture.
The physics of mercury are such that it emits ultraviolet light when vaporized. Electrodeless lamps employ microwaves to vaporize the mercury, whereas electrode lamps harness a high-voltage arc struck between two electrodes to achieve the same result. When the mercury is vaporized into an extremely high-temperature plasma gas, it emits a spectral output across the UVA, UVB, UVC and UVV bands that can be manipulated a small degree by introducing metallic additives to the inside of the lamps.
Lamps with added metals are typically referred to as doped, additive or metal halide. Most ink, adhesive and coating formulations over the past several decades have been formulated to match the output of standard mercury lamps as well as iron and gallium doped lamps. When the formulations are exposed to the ultraviolet energy, they are cross-linked into a photopolymer.
UV LEDs, on the other hand, are solid-state semiconductors. They contain no moving parts or mercury plasma gas and operate at temperatures that are often less than 1/10 the operating temperatures of conventional lamps. When connected to a DC power source, an electric current flows through the semiconductors, dropping electrons into a state of lower energy as they travel from the negative to the positive side of each discrete LED. The energy differential is released from the device in the form of a relatively monochromatic spectral distribution.
Commercially, UV LED technology has significant market adoption with longer UVA wavelengths (365, 385, 395 and 405 nm), and development work in shorter UVB and UVC bands continues. While there is no UV LED source that directly mimics a conventional lamp, the longer wavelengths emitted by LEDs result in their spectral distribution being more similar to an iron or gallium lamp than a basic mercury lamp. The result is that UV LED wavelengths can penetrate deeper into the chemistry and produce better through-cure, particularly with opaque and pigmented formulations.
For clear coatings, achieving a hard, scratch-resistant surface cure without yellowing has been the primary challenge for UV LEDs. This is because many coatings formulations rely on the shorter wavelengths emitted by broadband lamps for sufficient crosslinking at the surface, and current UVB and UVC LEDs do not yet satisfy curing requirements in these shorter wavelengths. Nevertheless, higher irradiances and adjustments to the formulations often have been found to resolve these issues. For the others, ongoing development work is being done to attempt to close the gap.
Tags: UV LED Technology | UV LED curing for Coating Applications | UV+EB Technology MagazineCategories: Adhesives | Chemistry | Coatings | Inks